
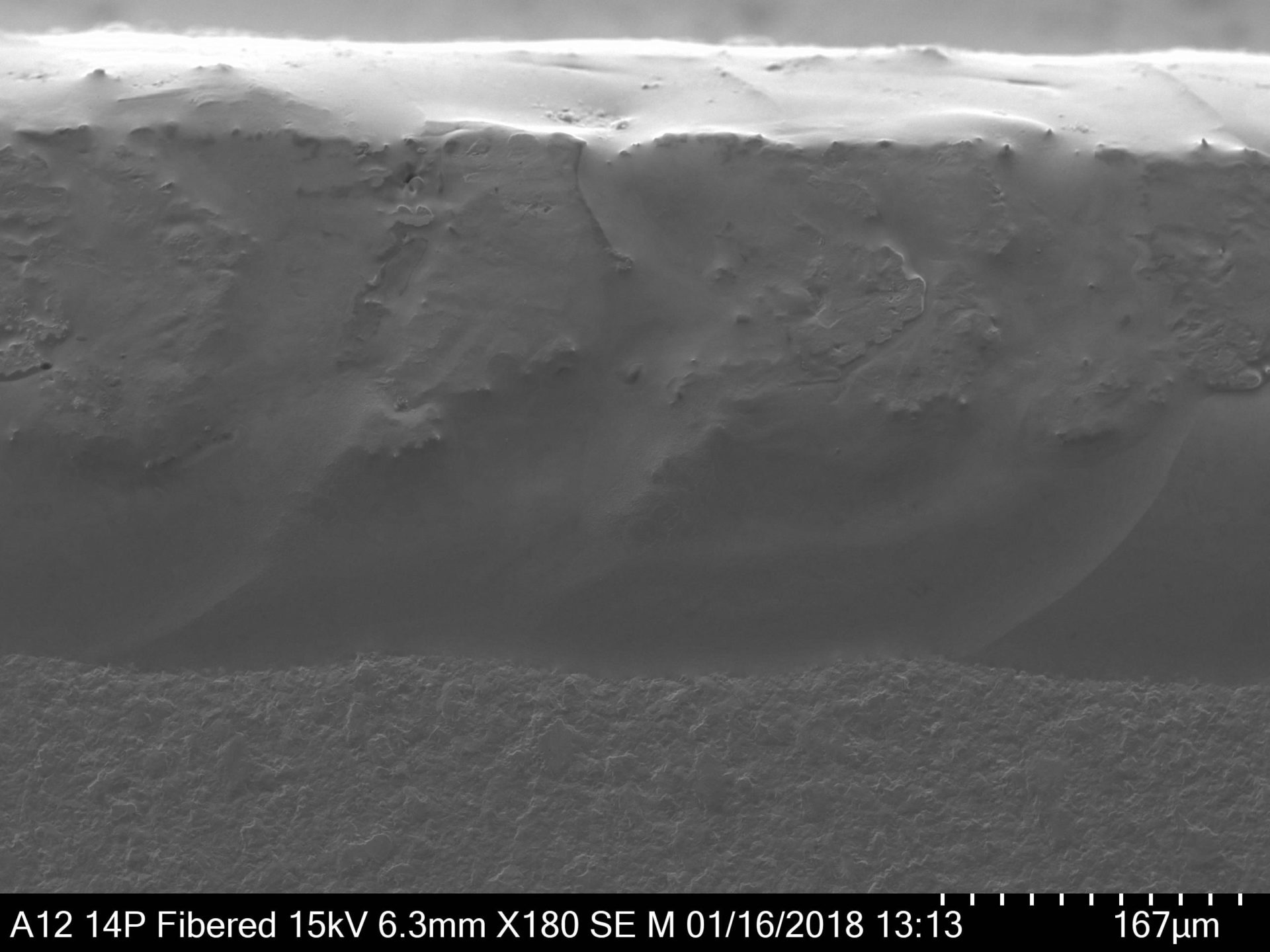
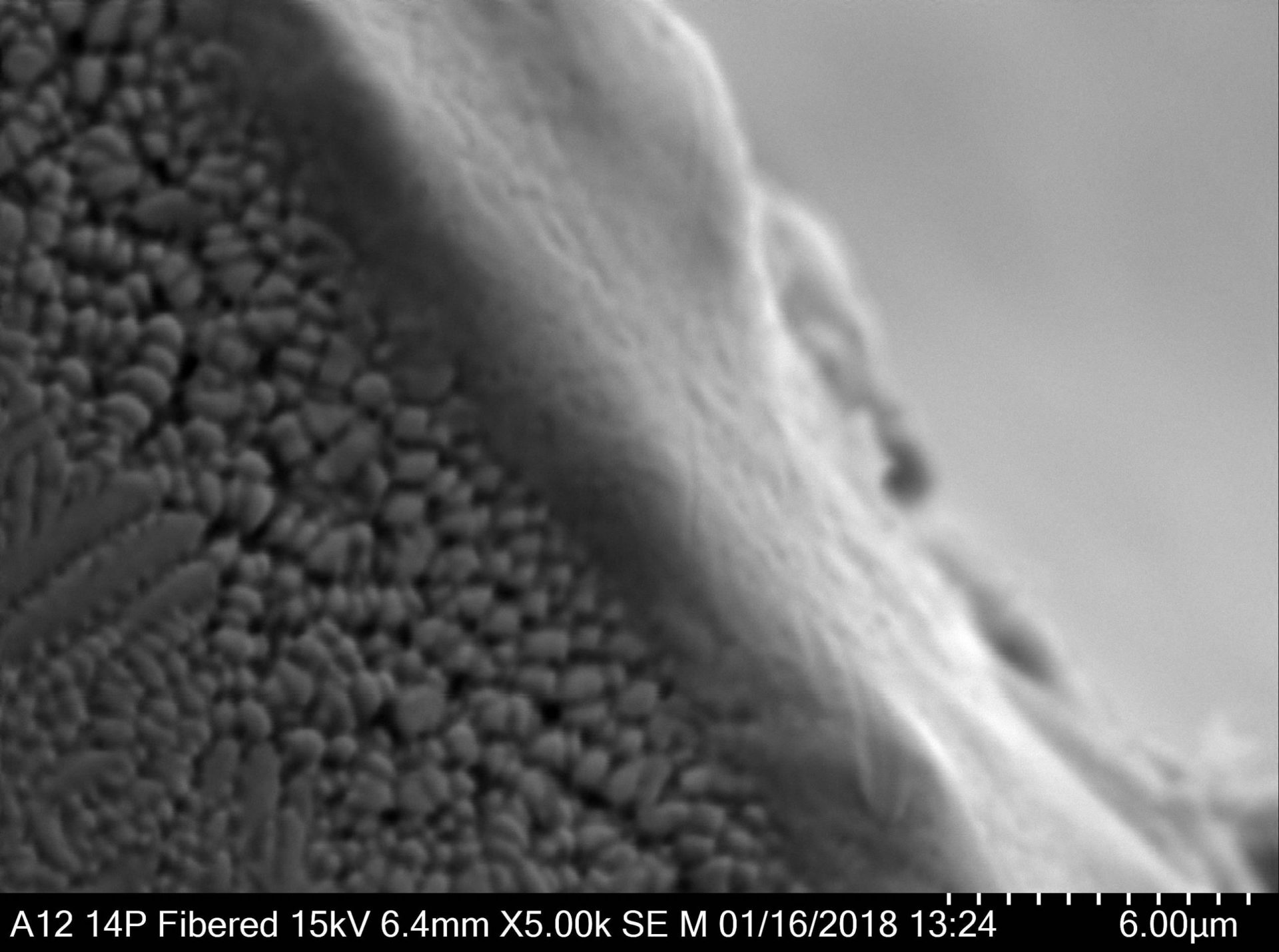
Seam weld hermetic cover sealing is a resistance heating process to join the cover and package seal ring. Both cover and package seal ring are fabricated from Kovar™, with Au on top of Ni plate. Each weld is an Au/Ni/Fe/Co alloy passing test method 1019 salt atmosphere. The overlapping welds provide a gas tight seal. There is controlled heat input to the package, feedthroughs, internal devices, and atmosphere. Seam weld cover sealing provides the lowest temperature hermetic package seal. No forming gas is required.
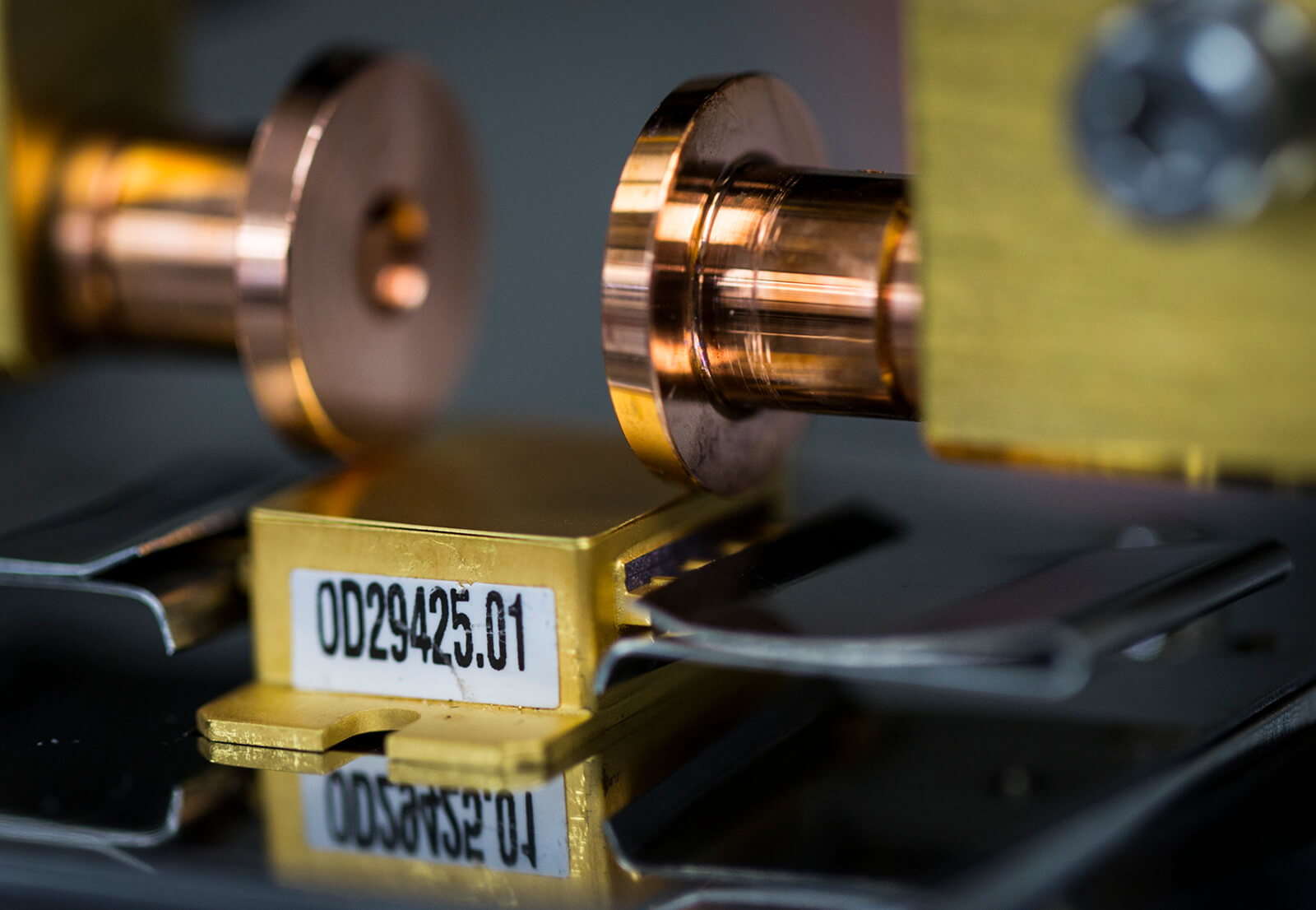
Seam weld cover sealing is easily viewed. The cover is placed upon the seal ring, only requiring gravity to maintain the fit-up of the two faying surfaces. There are no special jigs or fasteners required. Two opposing conical shaped electrodes roll along the perimeter of the cover and seal ring. I2R heating provides for rapid welding. Overlapping welds provide a gas tight seal.
Seam weld cover sealing provides precise control over the internal package atmosphere. Prior to the hermetic cover seal, the unsealed package is processed with a deep vacuum bake moisture removal process. Hermetic sealing is then performed in a controlled inert environment including H20 ppm, 02 ppm and 0.1µ particulate filtration.
MCL Seam Weld Cover Sealing process will provide the lowest temperature exposure to your internal devices, lowest package assembly leak rate and most pristine internal microcircuit atmosphere. MCL Seam Weld Cover Sealing process will exceed Test Method performance per MIL-STD-883 for Microelectronics and MIL-STD-750 for Semiconductor Devices. Seam Weld Cover Sealing process is available from prototyping to high production rates of several thousand packages per hour.
{kind=link}
{kind=link}
{kind=link}
{kind=link}